
Монетное дело: вчера и сегодня
Первые монеты появились ещё до нашей эры. Благодаря удобству хранения, небольшому объему монеты получили распространение в разных странах. Сегодня они составляют основу денежного обращения. Современные технологии позволили полностью автоматизировать процесс.
В разные эпохи монеты изготавливали по-разному. Зависело это, прежде всего, от технических возможностей времени или страны, а также от смекалки производителей. К тому же во многих древних государствах не было общей валюты и в отдельных городах и даже замках методы производства монет сильно отличались друг от друга.
Возникновение монетного дела
, ок.560-600 гг. до н.э., 4,73 г.")
Лидийский трите (1/3 статера), ок.560-600 гг. до н.э., 4,73 г.
В древние времена нередко своя валюта была не только в разных странах и регионах, но даже в городах и замках. В разные периоды истории способы и техники изготовления монет, используемые материалы существенно отличались. За всю историю монетного дела сформировались две основных техники изготовления монет: литье и чеканка.
По историческим данным первые монеты появились в VII веке до н. э. в древнем государстве Лидия. Об этом упоминал в своих трудах Геродот, этого мнения придерживаются археологи и нумизматы. Чеканились лидийские монеты из природного сплава серебра и золота (электрума). Для смягчения сплав нагревали, клали на пластину и обрабатывали молотом. Выбитое изображение было только на одной стороне. На одной стороне монеты изображена голова льва, на другой — один или два квадрата (в зависимости от номинала).

Индийская монета времён Империи Маурьев (317-180 гг. до н. э.)
В Индии монеты появились около VI века до н. э. Индийские монеты изготавливались из чистого золота или серебра, а самые ранние образцы были отштампованы молотом. Они не имели определенной формы и не содержали никаких надписей, в отличие от греческих монет, имевших круглую форму и надписи.
В Бирме для изготовления монет использовали специальные стеклянные трубочки, из которых выдували металл. Из-за извилистых причудливых линий, появлявшихся в результате такого процесса, их называют «цветочные».
Существует предположение, что в Китае первые монеты начали изготавливать около X века до нашей эры. Ещё до освоения чеканки китайцы раскатывали в маленькие пластинки кусочки металла. Уже позже монеты в Китае стали делать методом литья из бронзы.

Сиракузская тетрадрахма (415-405 гг. до н.э.)
В Древней Греции и Риме изготовление монет литьем существовало на заре монетного производства.
Из-за нечеткости контуров изображения, затруднявшей отличие подлинных образцов от подделок, от техники литья в производстве монет отказались очень рано. Но в Китае литые монеты производились вплоть до XIX века нашей эры.
В Средиземноморье чеканка стала наиболее распространенной техникой изготовления монет ещё в VII веке до н. э., а со времён Римской империи стала единственной. На первых римских монетах изображались инструменты для нанесения рисунка: наковальня, штемпель, клещи и молоток.
Средние века
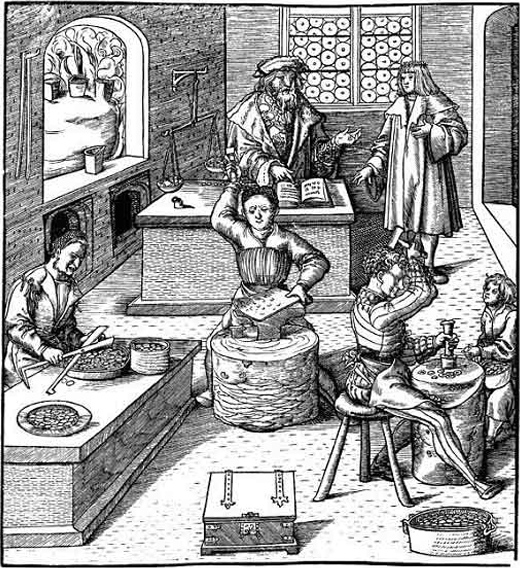
Работа на стредневековом монетном дворе
В античные времена литье применялось для изготовления монетных пластинок, использовавшихся для чеканки монет. Сначала монетные пластины изготавливались методом единичного литья, позже — серийным литьем с использованием формы на несколько пластин.
Совершенно новая технология появилась в Средние века:
-
Изготовление цана (слитка). Металлы очищали от примесей, плавили и полученный сплав выливали в формы.
-
Изготовление монетных пластин. Цан расковывали молотками, вырезали пластины, которые затем обжигались, шлифовались и чистились.
-
Изготовление штемпеля. В результате ковки, вырезания и закаливания получали специальные стержни, на торце которых выгравировывались (или наносились пунсонами) изображения и надписи.
-
Чеканка. Между двумя штемпелями клалась монетная пластина и ударом молота по верхнему штемпелю производилась чеканка.
В монетном деле Средневековья особое место занимают брактеаты. Эти тонкие золотые или серебряные монеты имели изображение только на одной стороне. Для их изготовления тонкие пластины клались на податливое основание (вроде кожи) и чеканились одним штемпелем. Из-за необходимости гораздо меньших затрат энергии одновременно можно было чеканить несколько монет большого диаметра, положенных одна на другую.
Долгое время чеканка выполнялась вручную с помощью специального молота, что сильно ограничивало величину монет. Для чеканки монеты величиной с грошен использовался молот весом 5 килограмм. Чеканить более крупные монеты, как талеры, можно было только по частям.
Ориентировочно в конце XV века был изобретен молотовой снаряд, избавивший от необходимости приводить в движение вручную верхний штемпель. Это стало прогрессом в технологии ручной чеканки.
В середине XVI века изобрели вальцевальную машину и приспособление для вырезания монетного кружка, что существенно облегчило процесс чеканки монет. Вальцевальные машины использовались для изготовления цанов (придания им толщины монетной пластинки). Также были вальцевальные станки для чеканки крупных монет (на валах выгравировывались штемпели). Позже стали делать валы со сменными штемпелями. Вальцевальные станки приводились в движение конным приводом или водяным колесом.
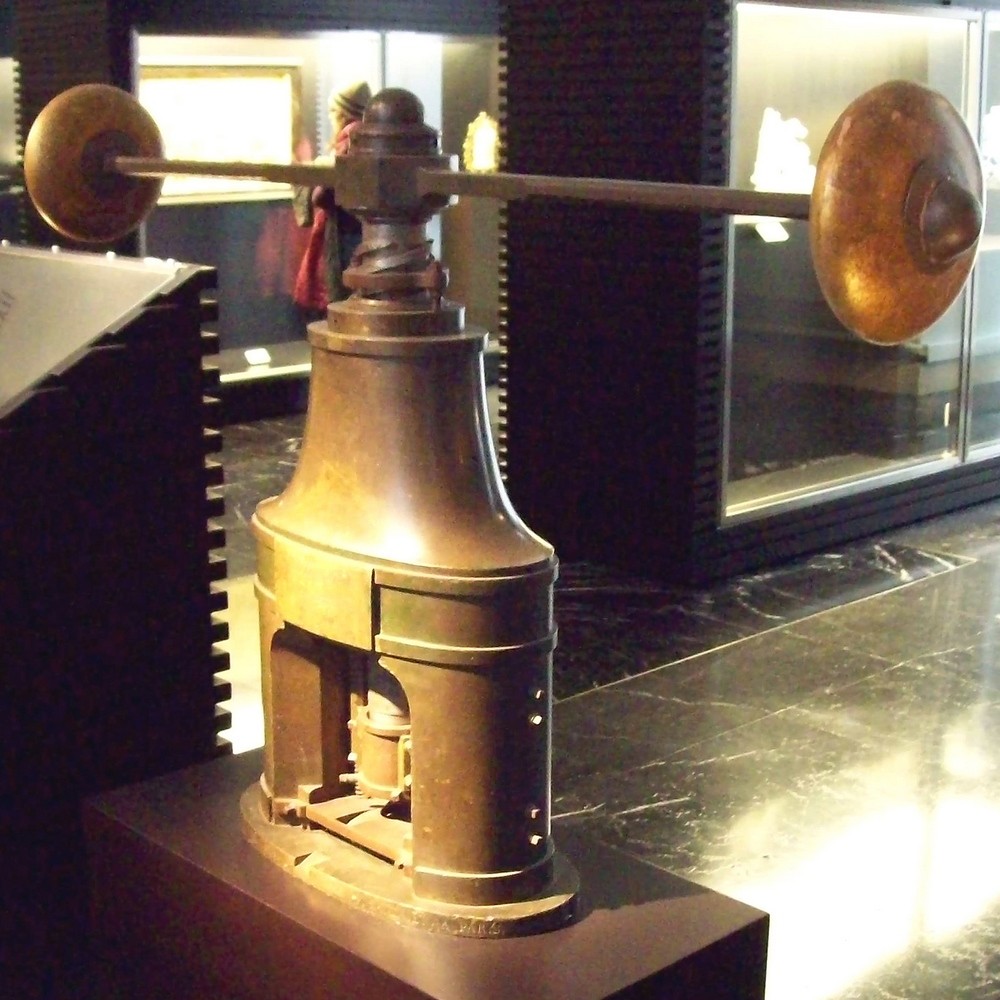
Монетный пресс, установленный в Королевском монетном дворе Испании в 1832 г. Высота: 77 см, ширина: 40 см. (Национальный археологический музей Испании)
В дальнейшем монеты начали делать с помощью винтового пресса (балансира), позволявшего одним нажатием чеканить большие монеты и штамповать медали. Винт вращался при помощи тяжелых рычагов, создавая большое давление, необходимое для чеканки монет. Первый винтовой пресс для изготовления медалей в 1508 году изобрел флорентийский художник Донато Браманте. Флорентиец Бенвенуто Челлини через тридцать лет использовал такой пресс для чеканки мелких монет. Сначала винтовые прессы, рассчитанные на изготовление небольших монет, не пользовались большой популярностью. В 1555 году винтовой пресс начали использовать на парижском монетном дворе, а в начале 1700-х годов на некоторых монетных дворах Испании. Несмотря на технический прогресс, на некоторых монетных дворах ещё до конца XVIII века монеты чеканились при помощи молота вручную. Особенно это относится к монетным дворам, выпускавшим небольшое количество монет, которые не могли себе позволить больших капиталовложений.
В середине XIX века винтовой пресс был доработан — в нем начали использовать паровую машину в качестве движущей силы. По функциям он стал похож на современные монетные прессы.
Леонардо да Винчи изобрел роликовый пресс с водяным колесом в качестве двигателя. Монеты чеканились на металлической ленте, которая протягивалась между роликовыми штампами. Роликовый пресс да Винчи позволял чеканить монеты большого размера и лучшего качества, чем молоточный чекан или винтовой пресс. Такие прессы успешно использовались на австрийском, венгерском и германском монетных дворах с середины XVI века.
Процесс чеканки денег стал ещё более усовершенствованным с изобретением гуртильного станка и гуртильного кольца. Но это больше касалось внешнего вида монет и защищало их от опиливания. Впервые гуртильная машина с кольцом была применена в конце XVI века во Франции, а через 100 лет ее начали использовать и в других странах.
Появившаяся в начале XIX века машина для чеканки денег с коленчатым рычагом имела ряд преимуществ по сравнению с винтовым прессом:
- автоматизация процесса чеканки монет;
- непрерывность вращательного движения привода, которое коленчатый вал преобразовывал в вертикальное движение верхнего штемпеля;
- передача с помощью коленчатого рычага большой силы чеканки при относительно небольшой двигательной силе;
- увеличение производительности практически вдвое.
Ещё в античные времена началось серийное производство монет с разделением труда. На крупных монетных дворах в Средние века численность занятых была свыше 100 человек, на более мелких — до 12 человек.
В Средние века монеты, как правило, изготавливались в ремесленных мастерских. Владелец монетной регалии заключал договор с монетчиком-арендатором, по которому последний обязывался выплачивать доход от чеканки и соблюдать ряд других условий. Оснащение и труд рабочих оплачивались арендатором со своих денег. Позже право чеканки монет было передано государственным предприятиям и монетчики стали государственными служащими.
Монетное дело сегодня
Современное монетное дело стало сложнее. Сначала создается трёхмерная дизайнерская гипсовая модель бо́льшего, чем у реальной монеты, размера. Полученная модель с помощью специальной редуцирующей машины переносится на стальной мастер-штамп в реальном размере монеты. Затем он проходит закаливание (термическую обработку).
На гидравлическом прессе с помощью мастер-штампа делают «негативные» мастер-штампы, которые в свою очередь используются для изготовления рабочих «позитивных» штампов.
Готовые штампы проходят обработку, закаливание и хромирование для увеличения срока использования. Рабочие штампы в зависимости от твердости сплава и размеров монет рассчитаны на изготовление 0,25-1 миллионов единиц.
Заготовки для монет вырезаются из металлической ленты. На специальной машине обрабатывается гурт заготовки (наносятся насечки, надписи). Подготовленные заготовки протравливаются, полируются и просушиваются горячим воздухом. Затем они попадают в монетный пресс.
Весь процесс штамповки автоматизирован. Готовые монеты проходят проверку, дефектные идут в брак, а годные пересчитываются и упаковываются.
")



Добавить комментарий